Вакуумная прецизионная литейная печь в основном используется для производства самых современных отливок из суперсплава, широко используется в аэрокосмической промышленности, газовой турбине, медицинском оборудовании, энергетической генерации и других областях.
Отливки, производимые традиционными процессами, имеют случайно ориентированную структуру зерен, часто называемую равноосными кристаллами (EQ). Перед литьем равноосных кристаллов оболочка пресс-формы должна быть предварительно нагрета в соответствии с технологическими требованиями, затем предварительно нагретая оболочка пресс-формы помещается в камеру литья пресс-формы и быстро переносится в камеру плавки, затем расплавленный металл быстро литится в оболочку пресс-формы в вакуумной среде камеры плавки.

Процессы направленного затвердевания (DS) и монокристаллического литья (SC) обеспечивают очень стабильное контролируемое затвердевание деталей в процессе литья, тем самым значительно улучшая механические свойства деталей при высоких температурах. Поэтому он широко используется в области авиационных двигателей и промышленных газовых турбин.
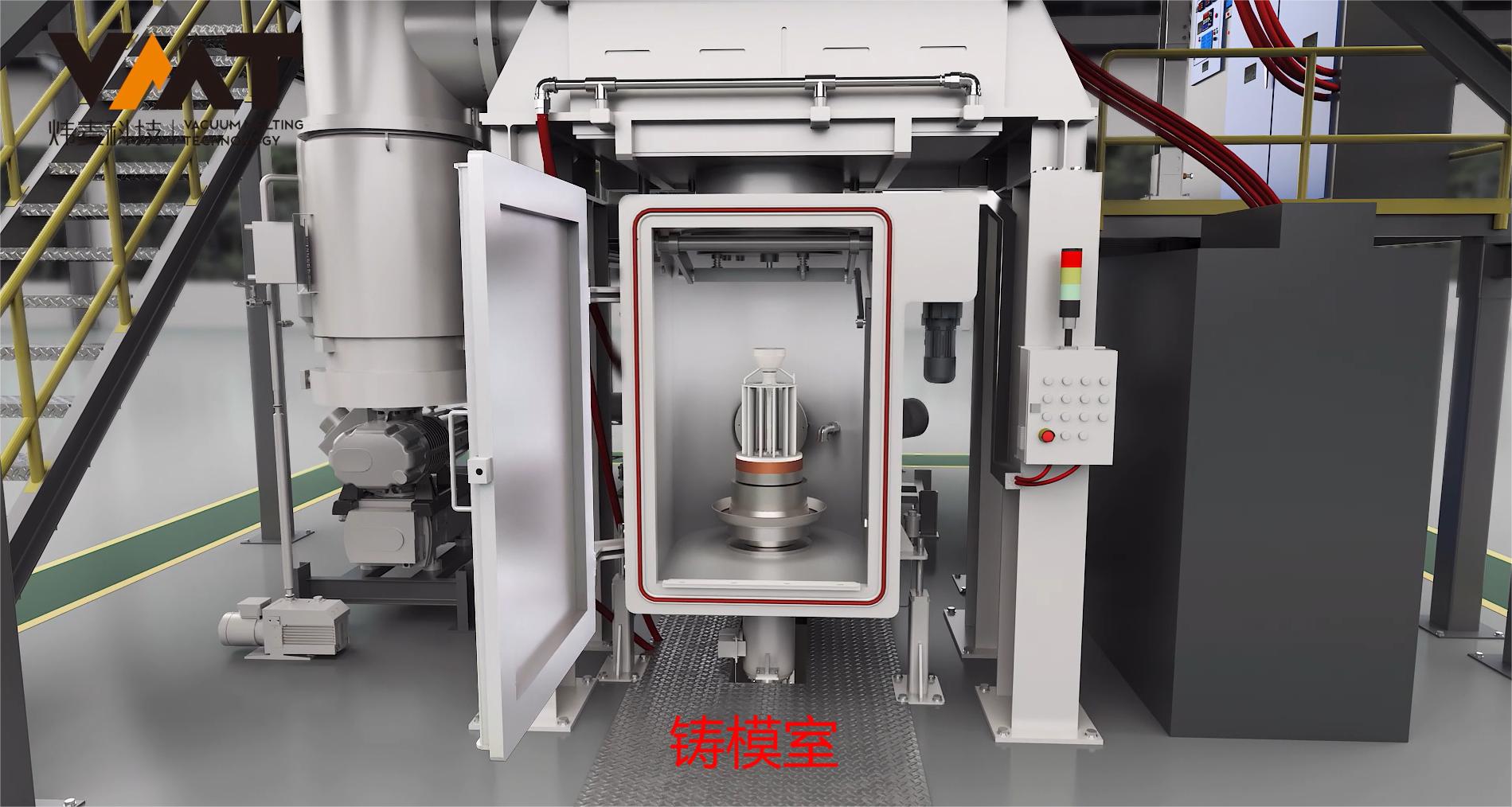
Печь для вакуумного прецизионного литья равноосных кристаллов имеет трехкамерную конструкцию и оснащена отдельной камерой для измерения температуры. Во время работы плавильная камера всегда находится в вакууме, а предварительно нагретая оболочка пресс-формы непосредственно загружается в слитковую камеру и быстро эвакуируется. Между камерой плавки и камерой литья пресс-формы установлен изолирующий клапан с водяным охлаждением, и оболочка пресс-формы может быть быстро отправлена в камеру плавки через подъемный механизм, расположенный в яме оборудования, и выполнена операция литья. Полученные отливки имеют случайно ориентированные зерновые структуры, то есть равноосные кристаллы.
Направленное затвердевание (DS) и монокристаллическое литье (SC) вакуумные прецизионные печи также обычно используют трехкамерную структуру. По сравнению с камерой плавки эквивалентной кристаллической прецизионной литейной печи, направленное затвердевание (DS) и монокристаллическое литье (SC) вакуумные прецизионные литейные печи установлены набором двухзонных нагревательных и теплоизоляционных катушек для нагрева оболочки, чтобы достичь температуры оболочки перед литьем. Оболочка пресс-формы размещается на диске кристаллизатора с водяным охлаждением, и оболочка пресс-формы поднимается в положение кольца с водяным охлаждением, расположенного ниже зоны нагрева оболочки пресс-формы, с помощью механизма подъема ямы оборудования. Точно контролируемый градиент температуры между зоной водяного охлаждения и зоной нагрева, а также скорость вытягивания механизма подъема обеспечивают направленное затвердевание отливки, тем самым производя квалифицированные монокристаллические отливки или направленные отливки.

Вакуумная прецизионная литейная печь VMT использует конструкцию типа полунепрерывной печи и имеет две технологические структуры: вертикальная трехкамерная печь с верхней подачей и горизонтальная трехкамерная печь с боковой подачей. Действия плавки и литья выполняются в двух вакуумных камерах соответственно и оснащены независимыми вакуумными камерами для подачи и измерения температуры и отбора проб. Индукционная плавильная катушка и тигель установлены на двери плавильной камеры и приводятся в движение серводвигателями, которые могут выполнять точное и управляемое горизонтальное перемещение и опрокидывание для обеспечения безопасности и точности операции литья. Сырье можно подавать через подающую камеру без разрыва пустоты. Каждая отдельная камера оснащена изоляционным клапаном с водяным охлаждением для достижения независимой вакуумной среды в одной камере для полунепрерывных производственных операций. < /p > < p>Трехкамерная вакуумная прецизионная литейная печь VMT, ее научная и разумная общая концепция проектирования и высокоавтоматизированная программа управления были единодушно признаны экспертами отрасли, достигли международного передового уровня и высоко оценены высококлассными клиентами и исследовательскими институтами материалов в аэрокосмической и газовой турбинной областях. < /p >
| Дизайн печи | 25KG | 75KG | 100KG | 150KG | 200KG |
| Тип печи | Вертикальная трехкамерная печь | ||||
| Вес литья(никелевый сплав) | 10-25 KG | 50-75 KG | 75-100 KG | 100-150 KG | 150-200 KG |
| Максимальный диаметр плесени(EQ) | 550 mm | 700 mm | 800 mm | 950 mm | 1,000 mm |
| Максимальный диаметр плесени(DS/SC) | 400 mm | 550 mm | 600 mm | 700 mm | 800 mm |
| Максимальная высота плесени(EQ) | 500 mm | 750 mm | 800 mm | 1,000 mm | 1,500 mm |
| Максимальная высота плесени(DS/SC) | 400 mm | 600 mm | 700 mm | 800 mm | 1,000 mm |
| Диаметр изоляции клапана | 600 mm | 750 mm | 900 mm | 1,000 mm | 1,050 mm |
| Метод кормления слитка | Вертикальный | Горизонтальный/вертикальный | Горизонтальный/вертикальный | Вертикальный | Вертикальный |
| Стандартная платная сила | 125 KW | 175 KW | 225 KW | 250 KW | 300 KW |
| Нагревательная мощность плесени(DS/SC) | 125 KW | 175 KW | 175 KW | 225 KW | 250 KW |