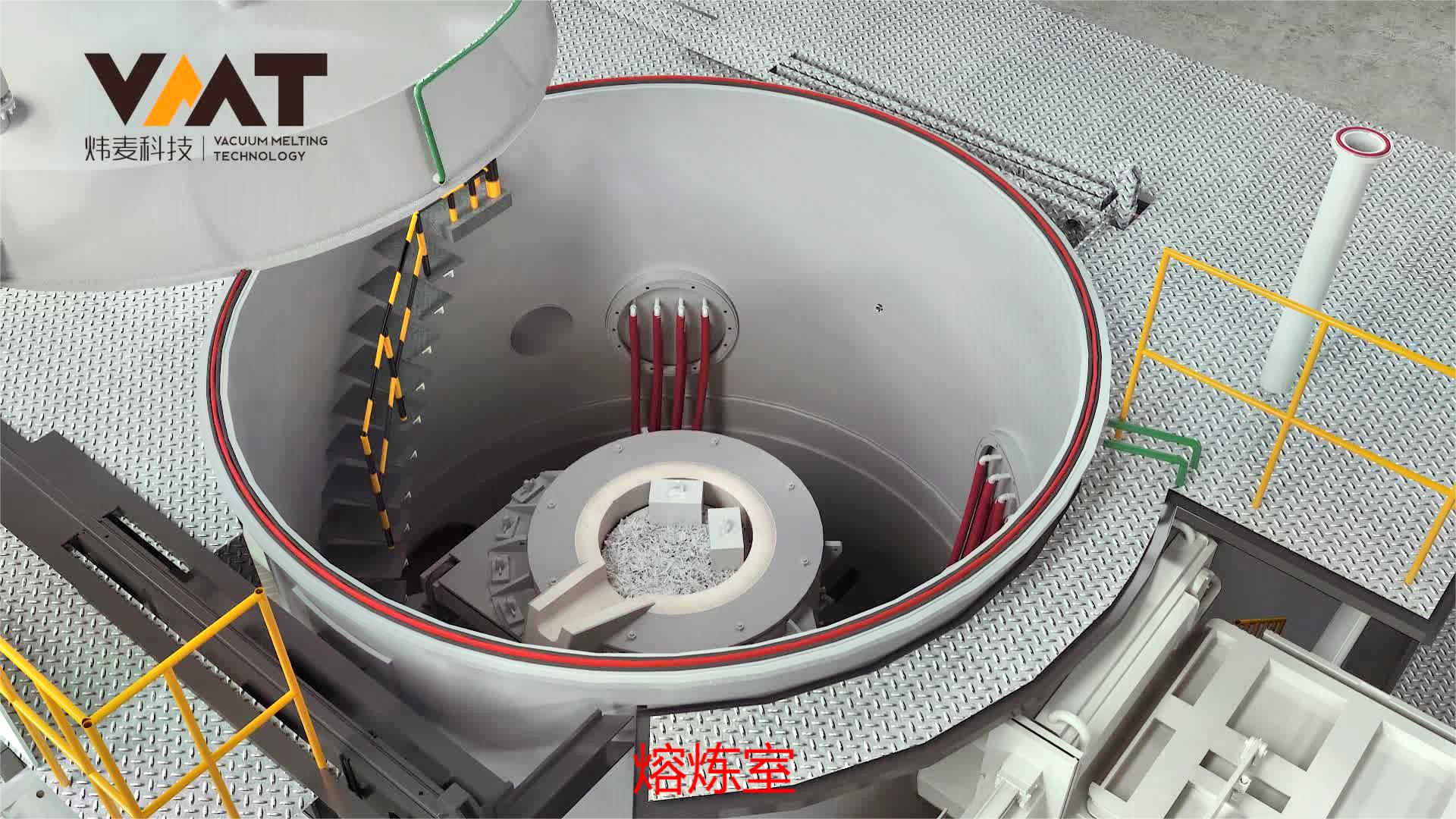
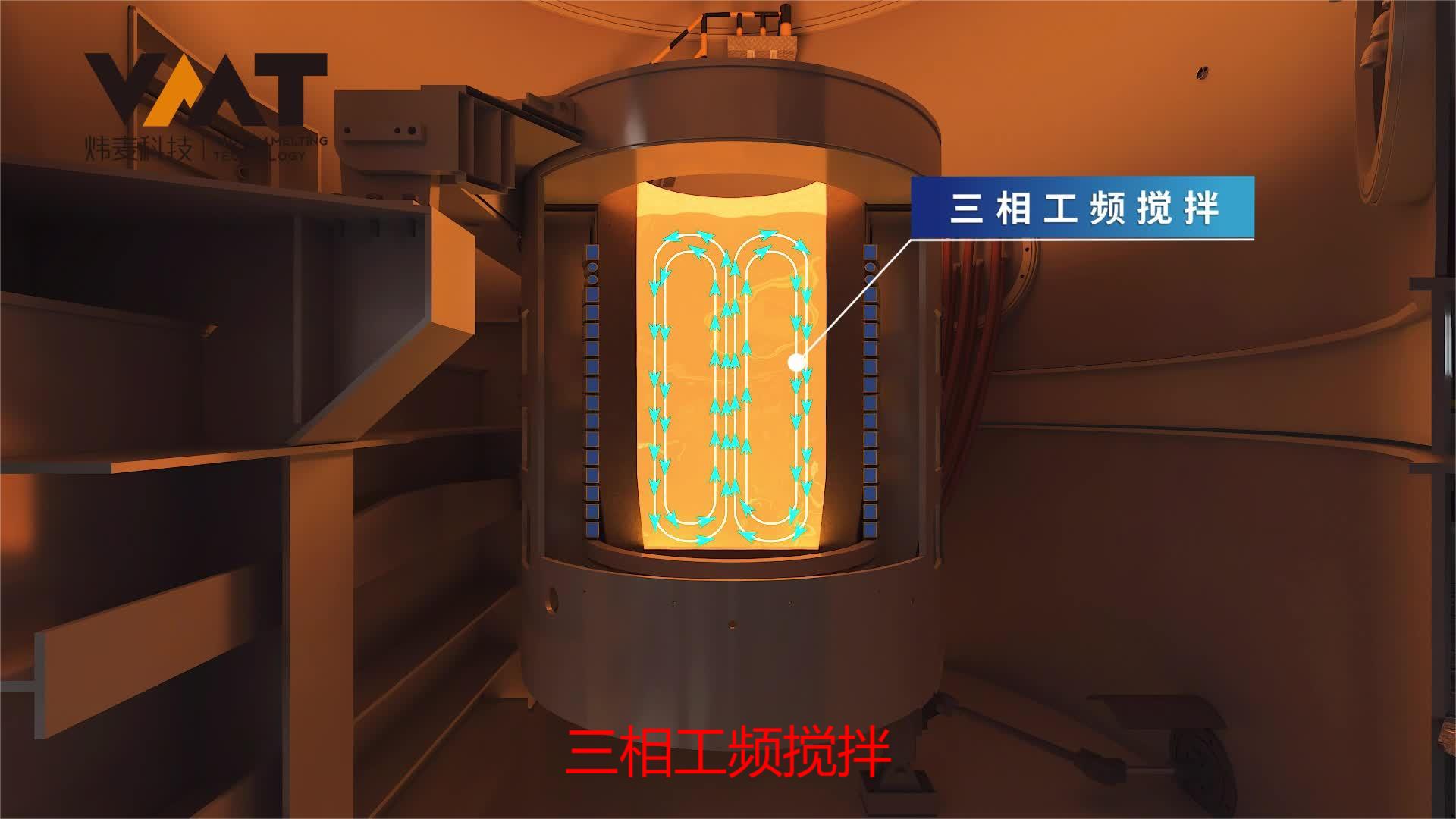
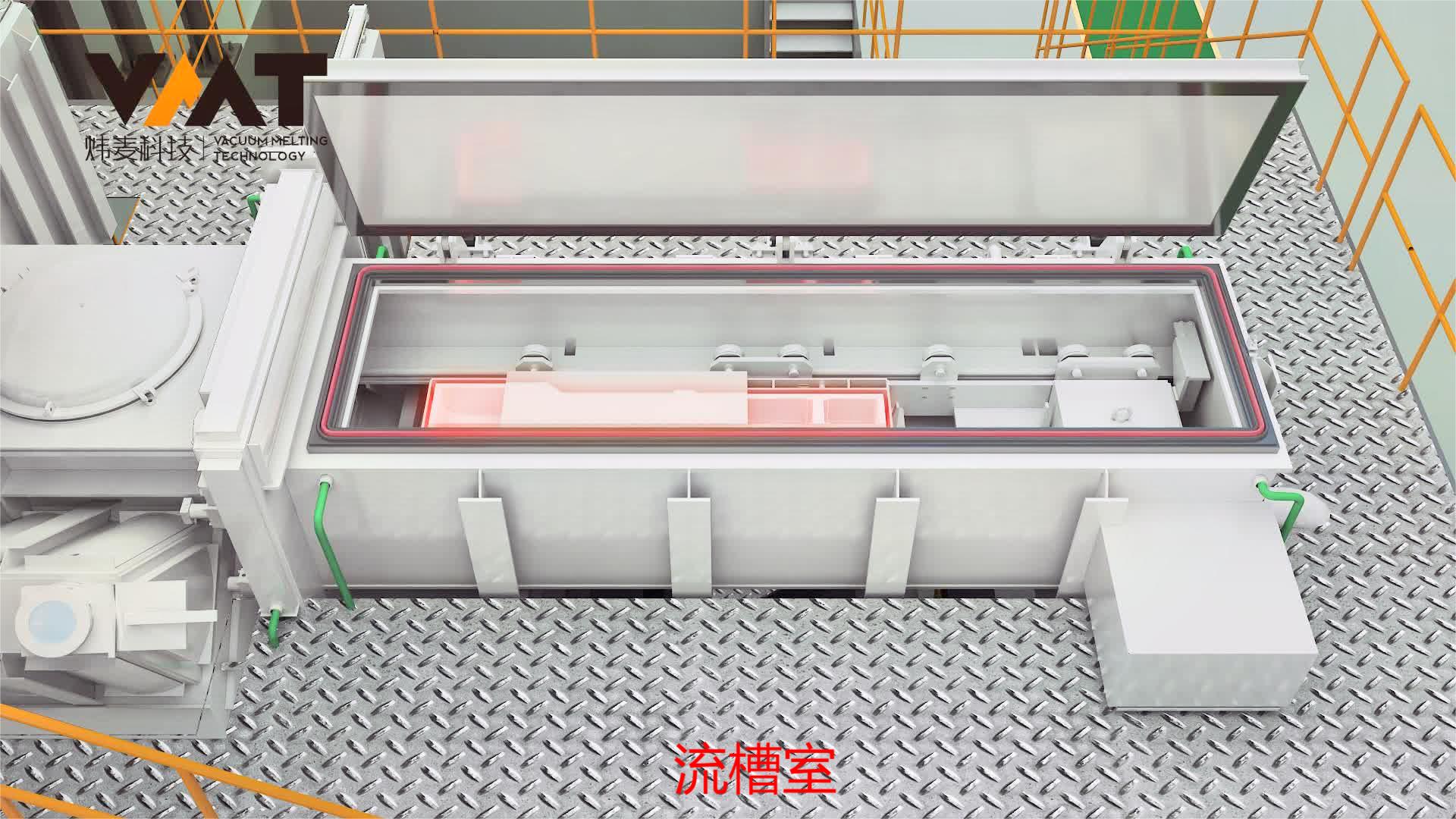
Вакуумная индукционная плавильная печь (VIM) представляет собой полный набор вакуумного оборудования для плавки металлов с использованием принципа индукционного нагрева промежуточной частоты в условиях вакуума. Вакуумная индукционная печь обычно состоит из плавильной камеры, камеры литья формы, верхней подающей камеры, боковой подающей камеры, камеры резервуара потока, изоляционного клапана, индукционного питания плавки, трехфазного источника питания перемешивания частоты, корпуса индукционной печи, вакуумной системы, гидравлической системы, закрытой системы охлаждающей воды, системы сжатого воздуха, системы аргона и проводящей короткой сетки и других компонентов. Корпус индукционной печи расположен в вакуумной плавильной камере, в корпусе индукционной печи завязан тигель огнеупорного материала, индукционная катушка расположена на периферии тигеля огнеупорного материала, перед использованием индукционной катушки выполнена специальная изоляция и термостойкая обработка, чтобы избежать явления дуги катушки под вакуумом. Корпус индукционной печи и индукционный источник питания промежуточной частоты соединены коаксиальным кабелем с водяным охлаждением. Скорость плавления расплавленной стали тесно связана с тоннажем корпуса печи, типом металлического материала и выходной мощностью источника питания.
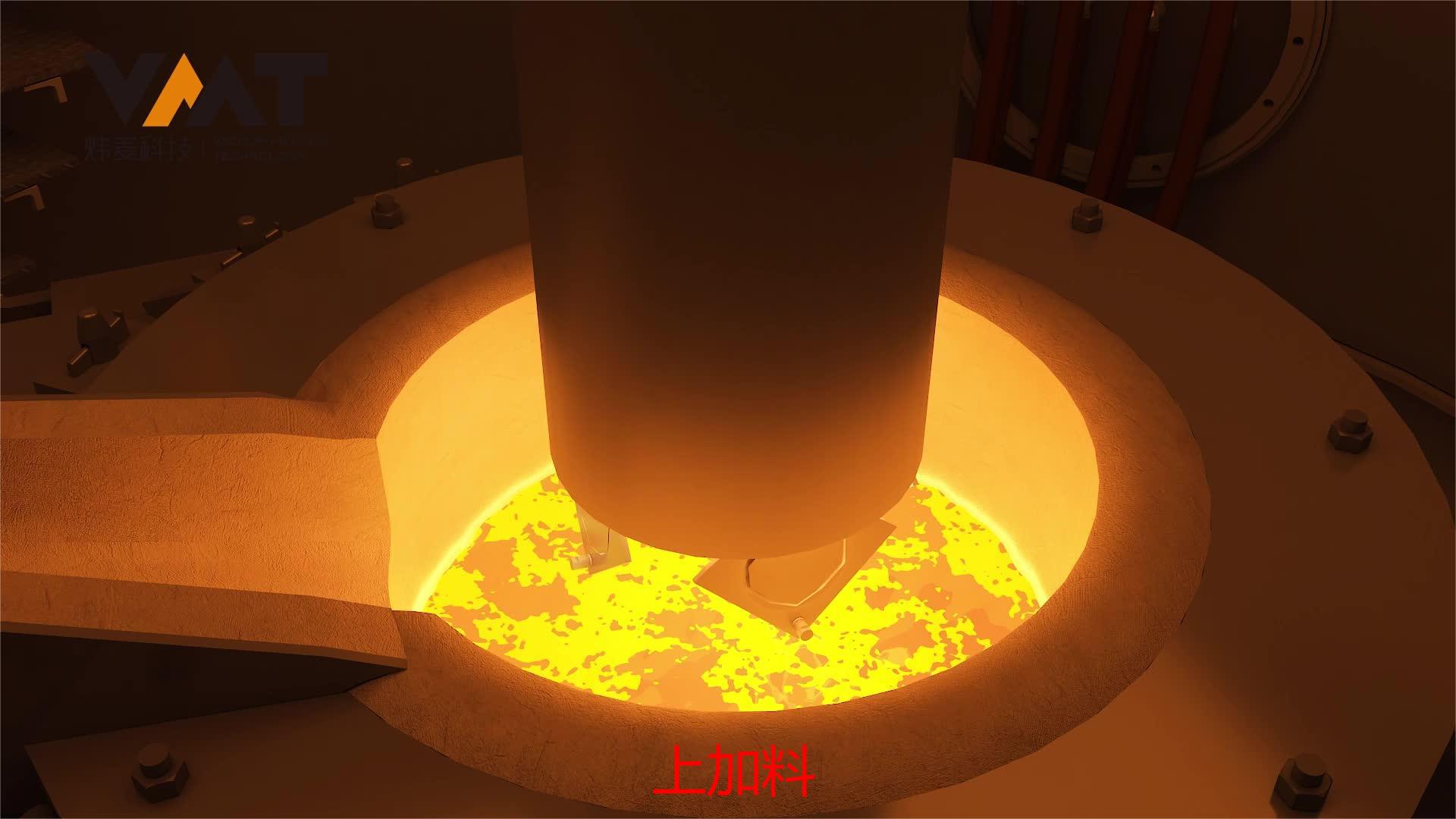
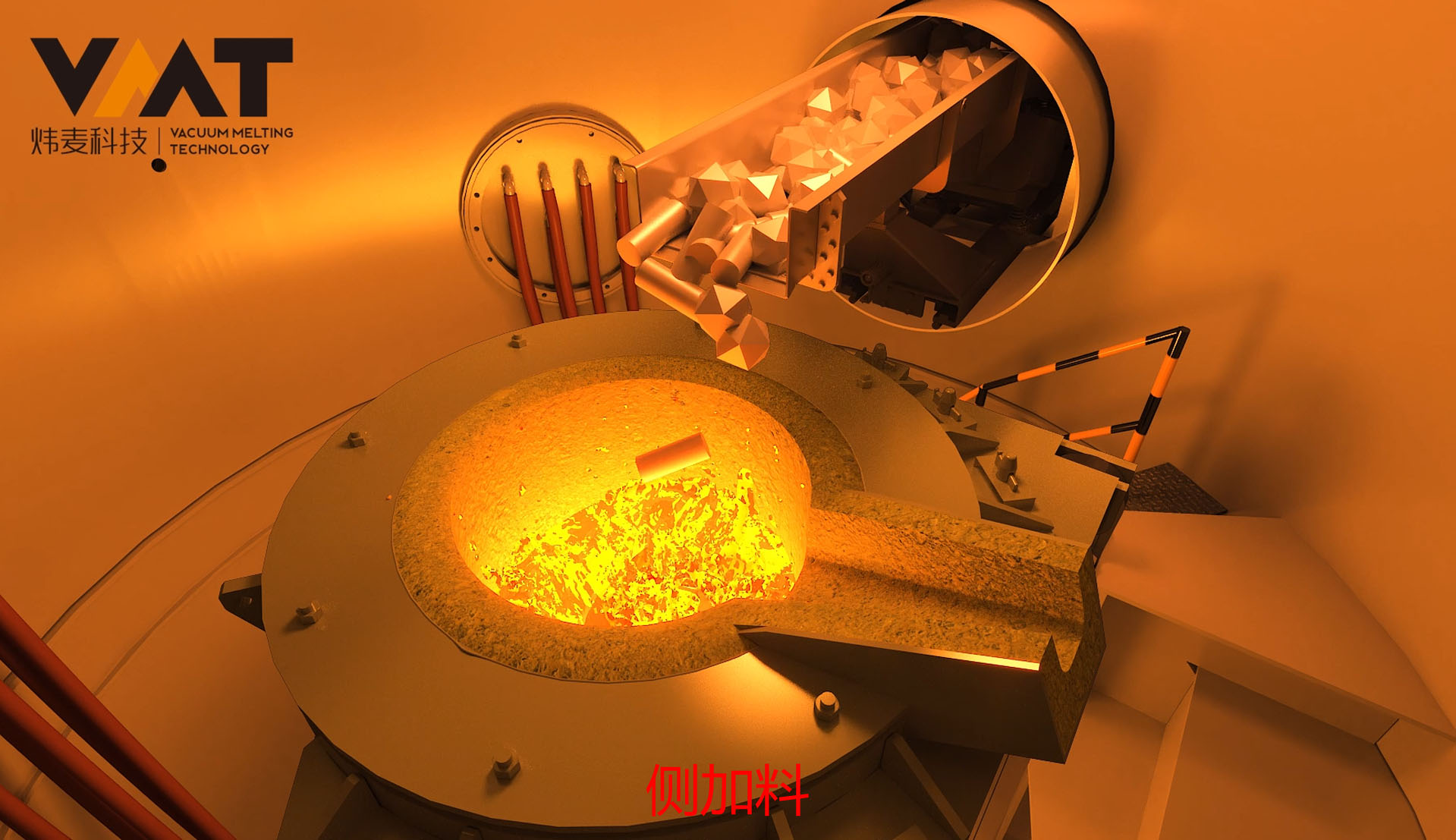
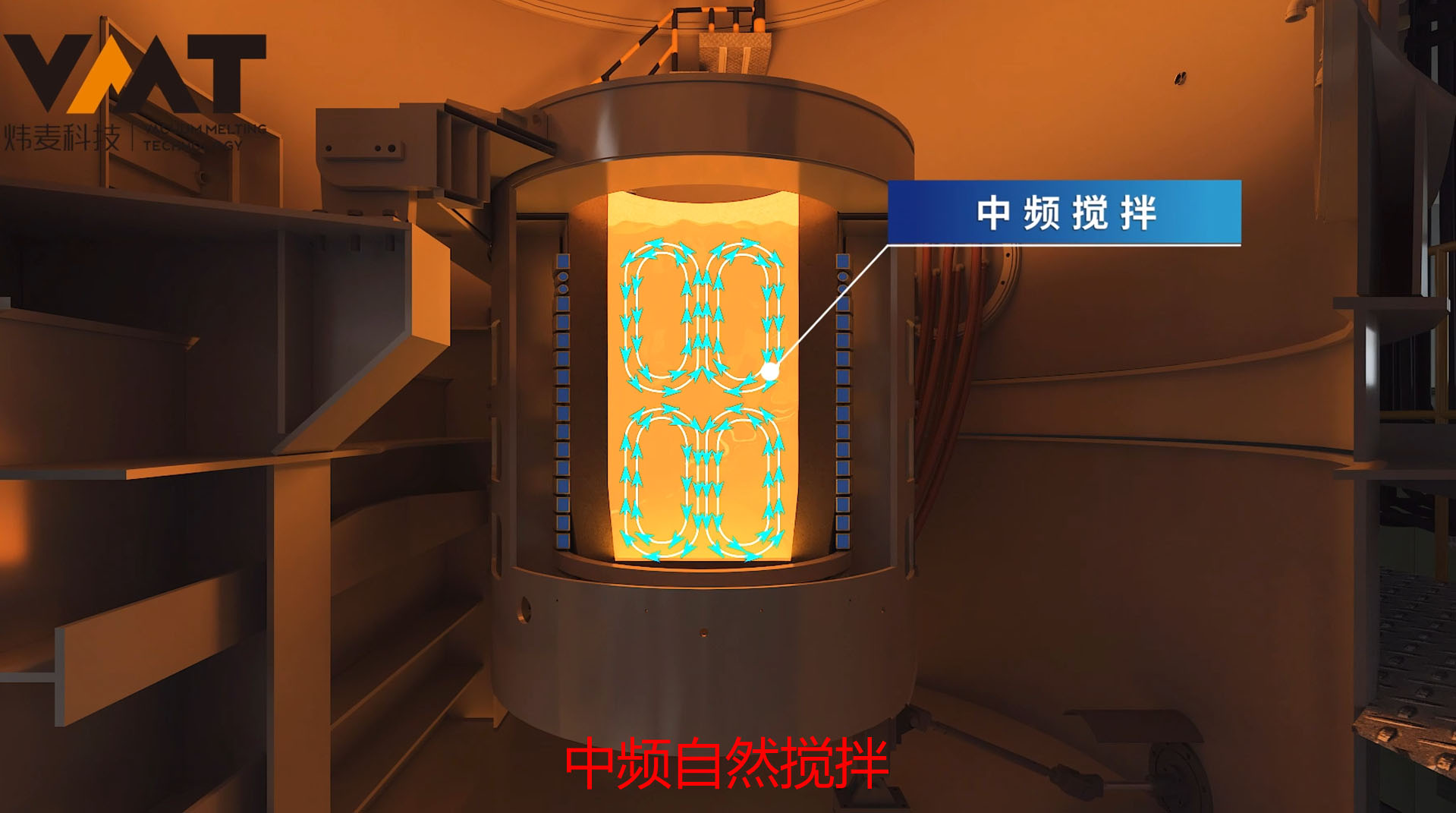
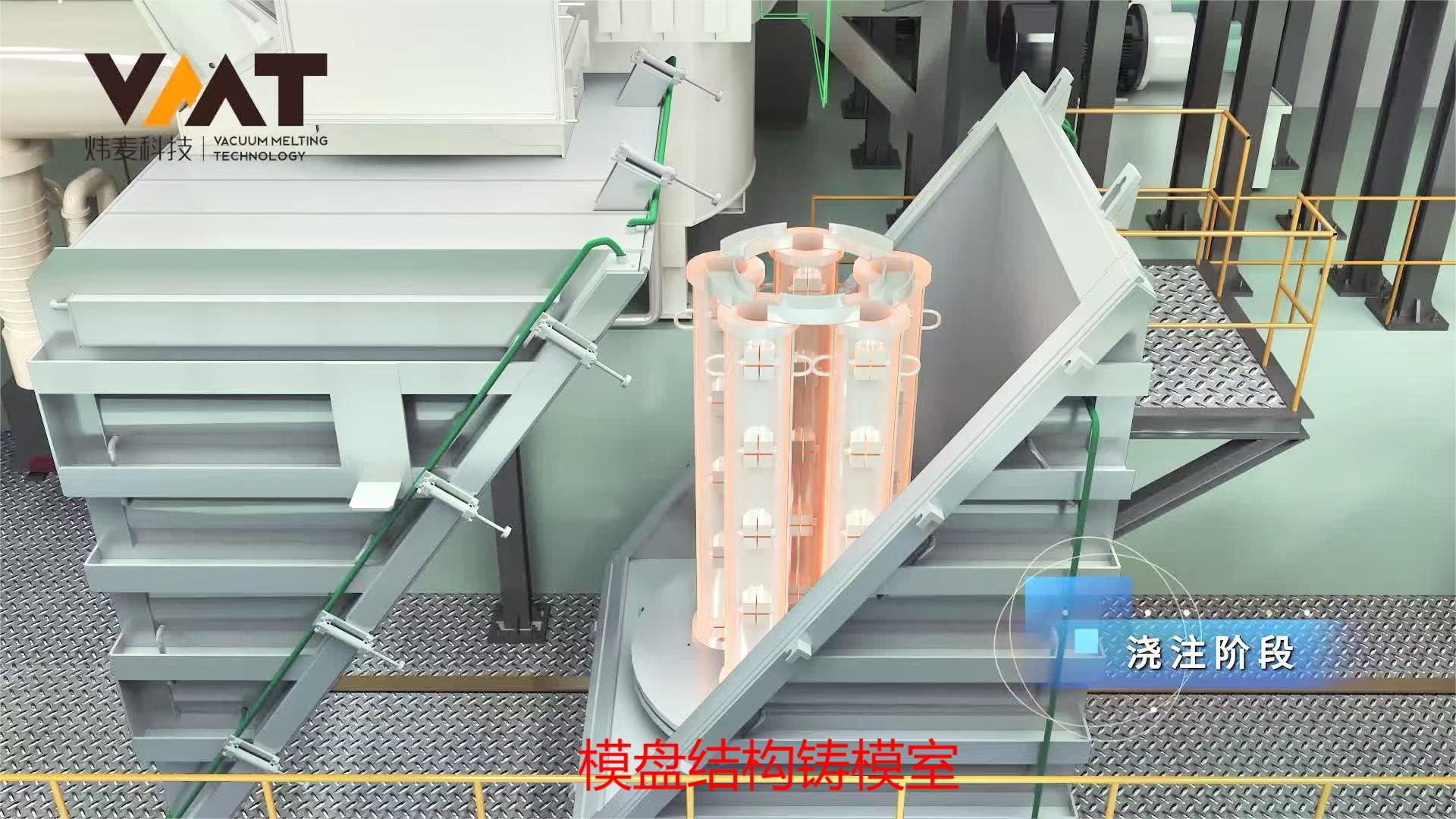
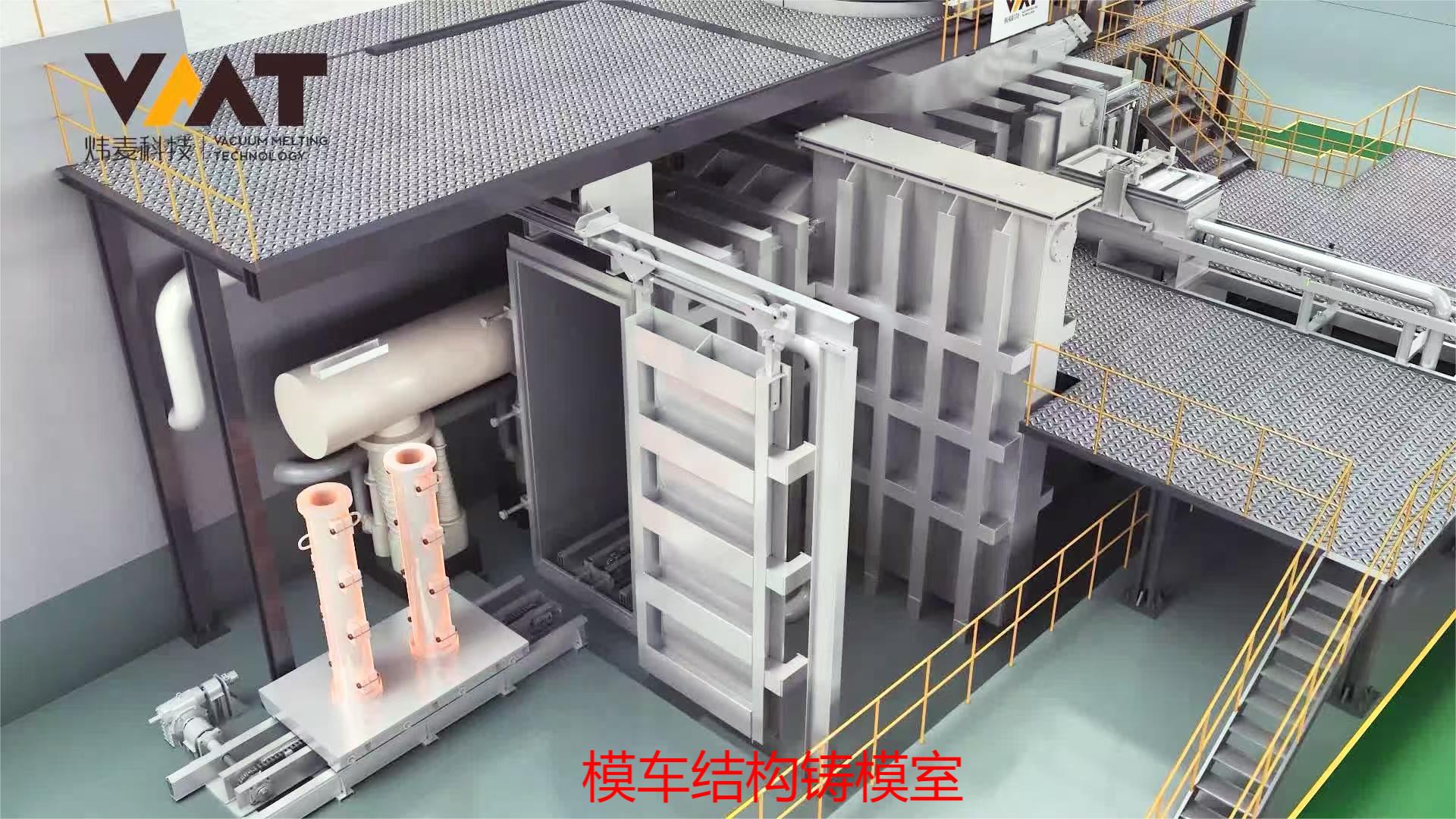
Перед запуском холодной печи вакуумно-индукционной печи оператор поднимает сырье в индукционный тигель, затем поднимает не добавленное сырье в боковую и верхнюю камеры подачи, затем закрывает камеры и запускает вакуумный насосный агрегат плавильной камеры для откачки вакуума. После того, как вакуум в плавильной камере достигает технологических требований, оператор запускает подачу питания плавильной плавки и регулирует входную мощность по технологическим требованиям. После того, как сырье в индукционном тигле частично расплавлено и верхняя часть тигеля освобождается, оператор продолжает подавать материалы в индукционный тигель несколькими партиями через верхнюю или боковую подающую камеру до тех пор, пока не будет добавлено достаточное количество сырья, установленного технологическим весом. После расплава сырья в индукционном тигле производственный процесс переходит к периоду рафинирования, оператор должен проверить температуру, отбор проб, легирование и степень дегазации расплавленной стали. Для более равномерного состава сплава и более полной дегазации необходимо запустить трехфазное перемешивание на мощной частоте или двухфазное одностороннее перемешивание на промежуточной частоте для полного перемешивания расплавленной стали. До тех пор, пока окончательный отбор проб (расплавленная сталь) не пройдет проверка, окончательная литье может быть выполнена.
Вакуумная индукционная плавильная печь может быть разделена на высокотемпературную плавильную печь материнского сплава и высокотемпературную плавильную печь деформированного сплава в соответствии с типом плавки материала. Высокотемпературная плавильная печь материнского сплава в основном предназначена для производства высокотемпературного материнского сплава для вакуумного точного литья (обычно высота стержня ≤1200мм, диаметр ≤120мм). Печь для плавки высокотемпературных деформационных сплавов в основном производит основной металл длинных электродных стержней для переплавки (обычно высота стержня ≦ 4 500 мм, диаметр ≦ 1 000 мм); В соответствии с методом производства его можно разделить на периодическую плавильную печь и полунепрерывную плавильную печь. Периодическая плавильная печь в основном подходит для пилотных производственных линий или испытательных линий, а полунепрерывная плавильная печь в основном подходит для крупномасштабного производства на заводе.
| 0.5T | 1.5T | 3T | 6T | 8T | 12T | 20T | 24T | 30T | |
| Тип печи | Периодическая печь | Полувшитый тип печи | |||||||
| Вес
(сплав на основе никеля) |
0.5T | 1.5T | 3T | 6T | 8T | 12T | 20T | 24T | 30T |
| Структура плавки камеры | Боковая дверь | Боковая открывающаяся дверь или верхняя открывающая крышка | |||||||
| Метод вождения плесени | Модельный автомобиль водитель | Модель автомобиля или модульный привод | |||||||
| Добавление метода | Добавить корм | Добавить и/или боковой корм | |||||||
| Стандартная платная сила | 350KW | 500KW | 750KW | 1750KW | 2000KW | 3000KW | 3500KW | 4000KW | 5000KW |